Categories
- Antiques & Collectibles 13
- Architecture 36
- Art 48
- Bibles 22
- Biography & Autobiography 815
- Body, Mind & Spirit 145
- Business & Economics 28
- Children's Books 15
- Children's Fiction 12
- Computers 4
- Cooking 94
- Crafts & Hobbies 4
- Drama 346
- Education 63
- Family & Relationships 59
- Fiction 11841
- Foreign Language Study 1
- Games 19
- Gardening 17
- Health & Fitness 35
- History 1382
- House & Home 1
- Humor 147
- Juvenile Fiction 1880
- Juvenile Nonfiction 202
- Language Arts & Disciplines 89
- Law 16
- Literary Collections 687
- Literary Criticism 179
- Mathematics 13
- Medical 43
- Music 40
- Nature 181
- Non-Classifiable 1768
- Performing Arts 7
- Periodicals 1453
- Philosophy 65
- Photography 2
- Poetry 897
- Political Science 205
- Psychology 44
- Reference 154
- Religion 516
- Science 128
- Self-Help 87
- Social Science 83
- Sports & Recreation 34
- Study Aids 3
- Technology & Engineering 60
- Transportation 23
- Travel 463
- True Crime 29
Our website is made possible by displaying online advertisements to our visitors.
Please consider supporting us by disabling your ad blocker.
Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.
Download options:
-
7.81 MB -

11.89 MB
Description:
Excerpt
CHAPTER I
THE ENGINE LATHE—TURNING AND BORING OPERATIONS
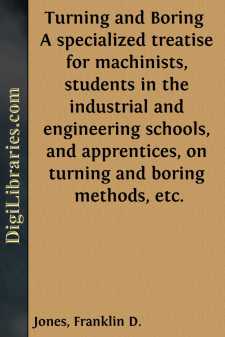
The standard “engine” lathe, which is the type commonly used by machinists for doing general work, is one of the most important tools in a machine shop, because it is adapted to a great variety of operations, such as turning all sorts of cylindrical and taper parts, boring holes, cutting threads, etc. The illustration
shows a lathe which, in many respects, represents a typical design, and while some of the parts are arranged differently on other makes, the general construction is practically the same as on the machine illustrated.Fig. 1. Bradford Belt-driven Lathe—View of Front or Operating Side
The principal parts are the bed B, the headstock H, the tailstock T, and the carriage C. The headstock contains a spindle which is rotated by a belt that passes over the cone-pulley P, and this spindle rotates the work, which is usually held between pointed or conical centers h and h in the headstock and tailstock, or in a chuck screwed onto the spindle instead of the faceplate F. The carriage C can be moved lengthwise along the bed by turning handle d, and it can also be moved by power, the movement being transmitted from the headstock spindle either through gears a, b, c, and lead-screw S, or by a belt operating on pulleys p and p, which drive the feed-rod R. The lead-screw S is used when cutting threads, and the feed-rod R for ordinary turning operations; in this way the wear on the lead-screw is reduced and its accuracy is preserved.
On the carriage, there is a cross-slide D which can be moved at right angles to the lathe bed by handle e, and on D there is an upper or compound slide E which can be swiveled to different positions. The tool t, that does the turning, is clamped to the upper slide, as shown, and it can be moved with relation to the work by the movement of the carriage C along the bed, or by moving slide D crosswise. The lengthwise movement is used to feed the tool along the work when turning, boring or cutting a screw, and the crosswise movement for facing the ends of shafts, etc., or for radial turning. When the tool is to be fed at an angle, other than at right angles to the bed, slide E, which can be set to the required angle, is used. The lengthwise and crosswise feeding movements can be effected by power, the lengthwise feed being engaged by tightening knob k, and the cross-feed by tightening knob l. The direction of either of these movements can also be reversed by shifting lever r. Ordinarily the carriage and slide are adjusted by hand to bring the tool into the proper position for turning to the required diameter, and then the power feed (operating in the desired direction) is engaged. The tailstock T can be clamped in different positions along the bed, to suit the length of the work, and its center h can be moved in or out for a short distance, when adjusting it to the work, by turning handle n.
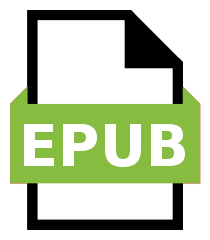
Fig. 2. Plan View of Lathe Headstock showing Back-gears
As some metals are much harder than others, and as the diameters of parts to be turned also vary considerably, speed changes are necessary, because if the speed is excessive, the turning tool will become dull in too short a time....